Congelado optimizado
Automatismo ventiladores de túneles estáticos y TRV.
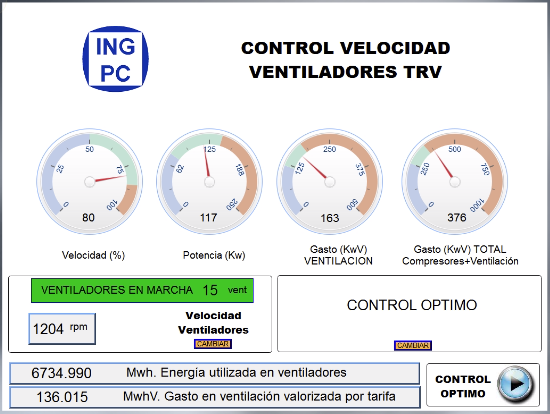
PANTALLA DE BIENVENIDA – CONTROLADOR OPTIMO
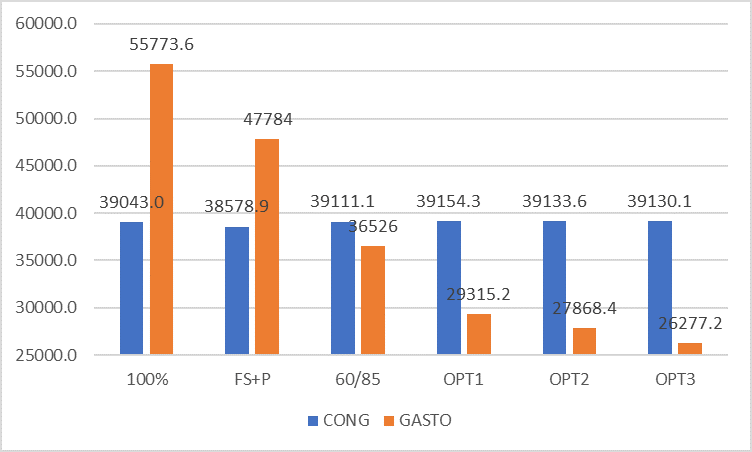
COMPARACION DE VARIOS METODOS DE CONTROL
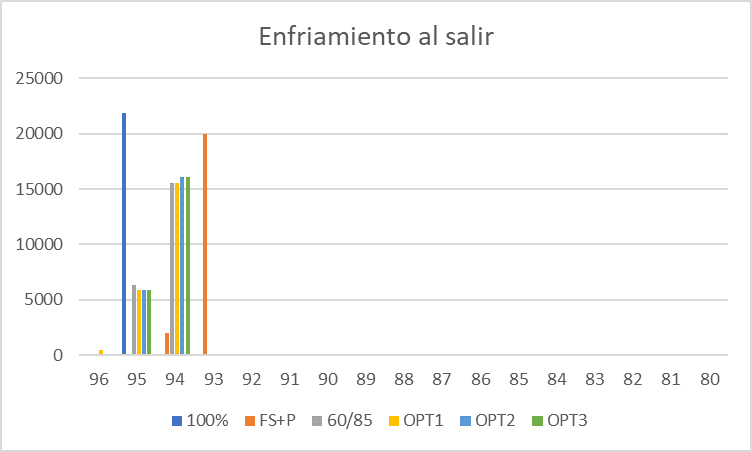
ENFRIAMIENTO OBTENIDO EN EL TIEMPO ESTABLECIDO (48hs)

Congelado optimizado
Automatismo ventiladores de túneles estáticos y TRV.
PANTALLA DE BIENVENIDA – CONTROLADOR OPTIMO
COMPARACION DE VARIOS METODOS DE CONTROL
ENFRIAMIENTO OBTENIDO EN EL TIEMPO ESTABLECIDO (48hs)